

近红外光谱(Near-Infrared spectroscopy,NIRS)介于可见光谱区与中红外谱区之间,谱区范围为12 820~3 959 cm-1(780~2 526 nm)[1]。众所周知,化学药物制剂质量的稳定性与一致性关乎临床疗效与用药安全。然而,传统质量控制方法(如高效液相色谱法、气相色谱法)存在样品前处理复杂、检测周期长等局限性,难以满足现代制药工业高质发展与智能化质控需求。近红外光谱技术作为过程分析技术(PAT)核心,凭借无损检测、快速分析等特性,已广泛用于制药行业的关键环节。随着化学计量学算法升级、检测设备微型化及人工智能融合,近红外光谱技术在化学药物制剂质量控制中的应用不断拓展,为制药企业遵循相关标准提供支撑。本文基于现状,按基本原理应用优势应用场景发展趋势的框架,梳理近红外光谱技术应用进展,为相关研发与实践提供参考。
1 近红外光谱技术基本原理
近红外光谱技术的核心原理是利用780~2 500 nm波长的近红外光与物质分子相互作用,通过检测光信号的吸收、散射特性反推物质化学组成与物理性质。该波段的光谱信号源于有机分子含氢基团振动的倍频与合频吸收,其吸收峰的位置、强度与物质的浓度、结构密切相关,这也是近红外光谱分析基础。与中红外光谱相比,近红外光谱吸收峰强度低、谱带宽且重叠严重,需借助化学计量学方法处理分析。光谱预处理技术(如Savitzky-Golay平滑、导数变换等),可消除基线漂移等干扰,提升信噪比。建模分析通过PCA、PLS等算法建立光谱数据与物质性质的数学关系,实现对未知样品的定性鉴别或定量预测[2]。此外,该技术检测模式多样(有漫反射、透射等),可根据药物制剂剂型与状态选择,漫反射模式常用于固体制剂分析,透射模式适用于液体或半透明制剂检测。
2 近红外光谱技术在化学药物制剂质量控制中的应用优势
2.1 多组分同步检测与指纹图谱表征
近红外光谱蕴含丰富分子结构信息,无需分离预处理,结合化学计量学算法,可同步检测化学药物制剂多种组分。该技术能快速检测活性成分含量,并同步分析辅料比例等关键指标,还能对微量杂质进行定性筛查与定量分析。建立制剂近红外指纹图谱,可快速评价产品批次一致性,借助PCA-DA等方法识别光谱差异,为制剂质量均一性控制提供支撑。与传统方法相比,近红外光谱技术能全面捕捉制剂的特征信息,实现“点检测”到“面监控”转变,提升了质量控制全面性与可靠性。
2.2 过程分析技术兼容的实时监控能力
近红外光谱技术具备优异的在线与原位检测性能,可融入过程分析技术体系,实现药物制剂生产全流程的实时质量监控。将检测装置集成于生产设备,实时采集光谱数据,结合算法与预测模型,动态追踪关键参数。实时监控能及时发现工艺偏差,联动生产管理系统调整工艺参数,降低整批次产品报废风险。此外,该技术支持数据追溯,为药企满足GMP要求提供高效方案,推动制药生产向“过程控制”转型。
2.3 绿色检测特性与合规性适配
近红外光谱技术是一种绿色分析方法,检测无需化学试剂与复杂前处理,这样可避免污染、损耗样品,符合环保与可持续发展理念。凭借无损检测特性,可多次重复检测同一样品,适用于实验室分析与成品抽检,可降低成本。在合规性上,该技术获国内外药监机构认可,中国已研制多个药品固体制剂快检方法并普及应用,且与国际指南契合,检测数据可作药品注册与检查依据,助力企业提升竞争力与信誉度。
3 近红外光谱技术在化学药物制剂质量控制中的应用场景
3.1 原料快速鉴别与一致性评价
近红外光谱技术可实现对化学药物制剂原料(API与辅料)的快速定性鉴别与质量一致性评价。通过建立原料的标准光谱数据库,结合聚类分析、判别分析等化学计量学方法,可精准区分不同来源、不同晶型、不同批次的原料,有效识别掺杂掺假、混淆等质量风险。对于API,该技术能快速验证其化学结构与纯度,通过特征波长筛选(如遗传算法优化区间偏最小二乘法)捕捉晶型转变、水分超标等关键变化;对于辅料,可建立通用鉴别模型,对乳糖、淀粉、硬脂酸镁等常用辅料进行快速筛查,确保辅料质量符合制剂要求。在一致性评价中,该技术可通过对比受试制剂与参比制剂的近红外指纹图谱相似度,快速评估二者在原料质量、配方组成上的一致性,为制剂一致性评价提供高效的筛查手段[3]。
3.2 制剂含量均匀度与溶出度实时监测
含量均匀度与溶出度是化学药物制剂的核心质量指标,直接影响临床疗效的稳定性。近红外光谱技术通过建立定量分析模型,可实现对片剂、胶囊等固体制剂含量均匀度的快速检测,无需破坏制剂完整性。在生产过程中,通过在线检测系统实时采集物料光谱数据,结合移动块标准差(MBSD)算法,可动态评估混合过程中API的分布均匀性,确保混合终点的精准控制,避免因混合不均导致的含量差异。对于溶出度监测,该技术可通过透射模式实时采集溶出液的光谱数据,结合PLS、SVR等定量模型,动态追踪API的溶出速率与累积溶出量,其检测结果与传统桨法、篮法具有良好的相关性(R2通常≥0.95),且可以缩短检测周期80%以上,为溶出度曲线的快速绘制与工艺优化提供技术支持。
3.3 杂质快速筛查与限度控制
近红外光谱技术在化学药物制剂的杂质控制中,展现出巨大潜力,可实现对相关物质、残留溶剂、重金属等杂质的快速筛查与限度控制。对于含量较高的物质,可通过特征吸收峰的识别与定量建模实现精准测定;对于微量杂质(如残留溶剂、重金属),可借助深度卷积网络(DCNN)等算法增强光谱信号的识别能力,结合特征波长筛选技术(如竞争性自适应重加权采样CARS),可显著提升检测灵敏度,检测限可达0.005~0.1 ppm。在生产过程中,该技术可实时监控杂质的生成与累积,及时预警反应不完全、降解产物超标等质量风险;在成品检验中,通过建立杂质限度的定性判别模型,可快速判定产品是否符合杂质控制标准,大幅提高检验效率,降低质量风险[4]。
3.4 制剂工艺过程参数关联分析
近红外光谱技术可实现制剂工艺过程参数和产品质量指标的关联分析,为工艺优化以及质量预测给予数据支持。在制粒、干燥、压片、包衣等关键工序中,该技术可以同时采集光谱数据以及工艺参数,借助多元统计分析构建“工艺质量关联模型”,辨别影响产品质量的关键工艺参数。例如,在流化床包衣过程中,工作人员可依据在线监测包衣膜的近红外光谱变化,动态调节包衣液流量与进风温度,保证衣膜厚度的均一性;在干燥过程中,工作人员可凭借光谱数据实时预估物料水分含量,可精确控制干燥终点,防止过度干燥或干燥不足导致的制剂稳定性下降。这种工艺 质量的联动分析模式,为制药工艺的持续验证和优化提供了科学依据,促进了生产过程的智能化调控。
3.5 稳定性考察中的非破坏性跟踪
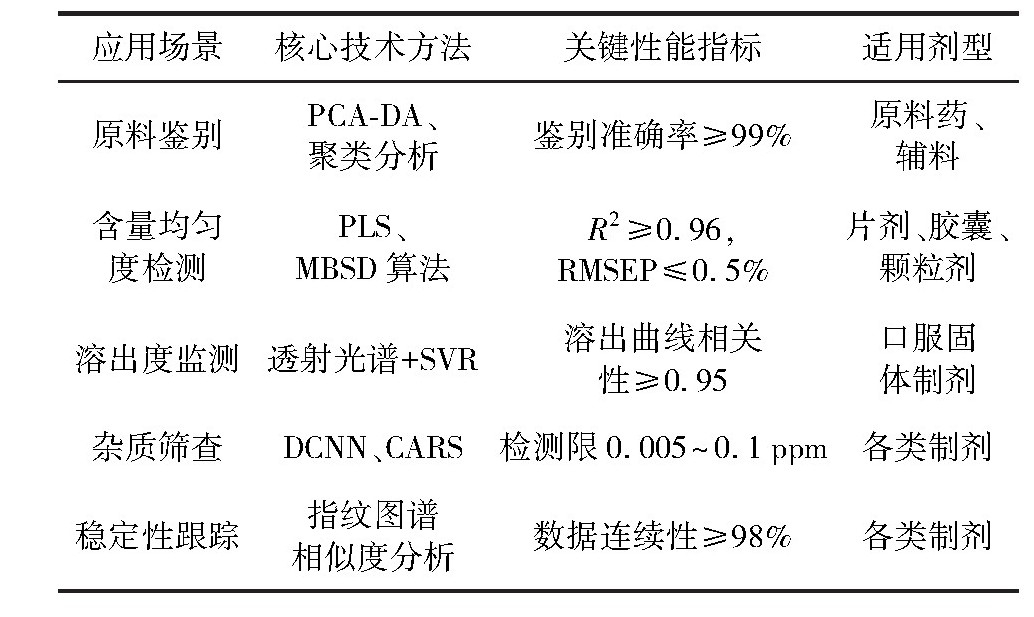
近红外光谱技术的无损特性使其成为药物制剂稳定性考察的理想工具,可实现对加速试验、长期试验样品的非破坏性跟踪检测。在稳定性考察过程中,无需打开样品包装,通过漫反射模式即可采集光谱数据,结合指纹图谱相似度分析与定量模型,可动态监控API含量变化、有关物质生成、晶型转变等质量指标,避免了传统检测方法对样品的破坏与损耗,确保稳定性数据的连续性与准确性。此外,该技术可快速评估光照、温度、湿度等环境因素对制剂质量的影响。通过建立稳定性预测模型,预判产品的有效期,为制剂配方优化与包装材料选择提供技术支持。为清晰呈现近红外光谱技术在不同应用场景中的核心技术与性能指标,表1汇总了其关键应用参数。
表1近红外光谱技术在化学药物制剂质量控制中的核心应用参数
4 近红外光谱技术在化学药物制剂质量控制中的应用趋势
4.1 光谱技术与人工智能的深度融合
人工智能技术的发展推动近红外光谱分析向更高精度、更强适应性方向发展。未来,深度学习算法(如DCNN、Transformer)会广泛用于光谱数据解析,通过构建端到端分析模型,自动进行光谱预处理、特征提取、定性定量分析,显著提高复杂体系(如复方制剂、多晶型混合物)检测准确度。轻量化PLS(Q-PLS)等优化算法实现模型轻量化部署,结合FPGA芯片硬件加速,将光谱解析时间缩短到毫秒级,满足高速生产线的实时检测需要。另外,迁移学习技术可以解决模型的通用性问题,通过建立通用型光谱数据库,实现不同剂型、不同品种药物制剂分析模型快速迁移和适配,大幅降低模型构建成本,推动技术规模化应用。
4.2 微型化与便携式设备的普及应用
近红外光谱设备向微型化、便携式方向发展会扩大其应用范围,实现从实验室到生产现场、供应链全过程的品质管理。随着微机电系统(MEMS)技术的发展,微型近红外光谱仪的体积会变得更小,重量减少到数百克,并且具有IP65/67防护等级,能适应高温、多尘等复杂生产环境。并且,这类设备支持WiFi/以太网两种数据传输方式,能无缝连接MES、SCADA等生产管理系统,实现光谱数据和工艺参数的联合分析与智能控制。在供应链管理中,便携式设备能实现原料采购现场检测、成品仓储抽样检测、终端销售渠道品质追溯等全过程品质监控,建立“源头可控、过程可溯、终端可查”的品质管理体系,有效防止假药、劣药进入市场[5]。
4.3 多技术联用与跨领域整合
近红外光谱技术联用其他分析技术,将成为未来主要的发展方向。通过互补技术优势,扩大检测范围和应用范围。近红外光谱与拉曼光谱联合使用,能实现分子振动信息的互相补充,提高物质结构分析的准确度;质谱与色谱联合使用,能弥补近红外光谱定性能力的缺点,实现复杂体系中未知杂质的结构确定。另外,近红外光谱技术与化学成像技术的深度结合,形成近红外化学成像(NIR-Cl)技术,实现制剂中活性药物成分(API)空间分布的可视化分析,空间分辨率达50μm,为含量均匀度、包衣膜完整性等质量指标的精细控制提供技术支持。在跨领域整合方面,该技术将与物联网(IIoT)、大数据分析、数字孪生等技术结合,建立智能化质量控制平台,实现质量数据的实时分析、风险预警和趋势预测,推动制药工业向智能制造全面转变。
5 结语
近红外光谱技术凭借快速、无损、多组分同步检测优势,在化学药物制剂全链条质量控制方面得到深度应用,涵盖了原料鉴别、工艺监控、成品检验与稳定性考察,为制药企业提供高效、绿色、合规的质量控制方案。化学计量学算法优化、检测设备微型化,以及该技术与人工智能的融合,拓展了其应用边界,提升了检测精度与智能化水平。未来,随着多技术联用与跨领域整合的加强,该技术将在质量控制中发挥更关键的作用,推动制药工业向“质量预测与预防”转型,保障公众用药安全,提升行业质量。在产业应用上,需加强标准化体系建设,完善光谱数据库与模型共享机制,促进该技术在中小型企业普及,实现制药行业质量控制的智能化、高效化、绿色化发展。